不同溝形金剛石鉆頭剛度和強(qiáng)度的有限元分析
(a) 螺旋槽金剛石鉆頭

( b) 直槽金剛石鉆頭
圖1 金剛石鉆頭三維模型
螺旋槽鉆頭建模參數(shù)為: 鉆頭直徑D = 4.6mm,頂角2?= 120o, 外緣后角af= 13o, 橫刃斜角?=55o, 溝槽螺旋角?= 18o- 30o, 鉆芯厚度dc =0.23D0.87= 0.87mm, 螺旋槽長L1= 40mm- 55mm, 鉆頭總長度L = 80mm。
直槽金剛石鉆頭建模參數(shù)為: 鉆頭直徑D =4.6mm, 頂角2?= 135o, 后角af= 13o, 橫刃斜角?=55o, 鉆芯厚度dc= 0.23D0.87= 0.87mmmm, 溝槽長度L1= 40mm, 鉆頭總長L = 80mm。
2. 2 單元網(wǎng)格劃分及材料屬性定義
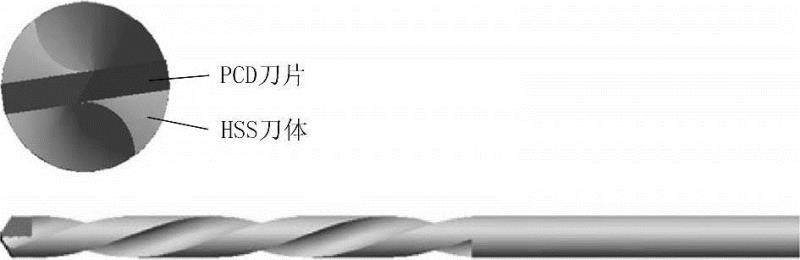
將Pro/ E 建立的金剛石鉆頭三維模型導(dǎo)入有限元分析軟件ABAQUS 中, 對其進(jìn)行網(wǎng)格劃分。其中鉆體部分的單元類型采用C3D4 線性三維應(yīng)力四面體單元, PCD 刀片采用C3D8R 顯式線性三維應(yīng)力六面體單元, 并對刀片部分的網(wǎng)格進(jìn)行密化處理, 刀片單元網(wǎng)格數(shù)為7968, 鉆體部分單元網(wǎng)格數(shù)為11246,如圖2 所示。金剛石鉆頭刀體和PCD 刀片的材料屬性如表1 所列[6] 。

(a) 螺旋槽金剛石鉆頭
( b) 直槽金剛石鉆頭
圖2 金剛石鉆頭單元?jiǎng)澐?
表1 金剛石鉆頭的材料屬性
2. 3 載荷分布及邊界條件
(1) 鉆削力分布
在鉆削加工過程中, 鉆削力主要來自于主切削刃、橫刃和副刃, 可以合成為一個(gè)總的軸向力Fz 和一個(gè)扭矩T, 各切削刃上的軸向力和扭矩分布如圖3所示[1- 5], 總軸向力和扭矩在各切削刃上的分配比例[3] 見表2。
材料
高速鋼
PCD
密度( g/ cm3)
8. 3
4.1
彈性模量(GPa)
210
800
泊松比
0.25
0.07
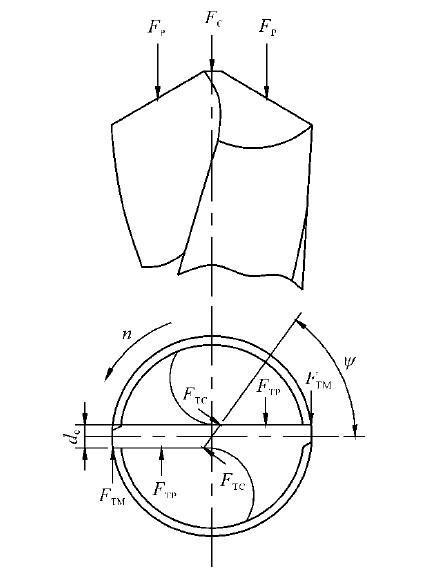
圖3 鉆削力分布
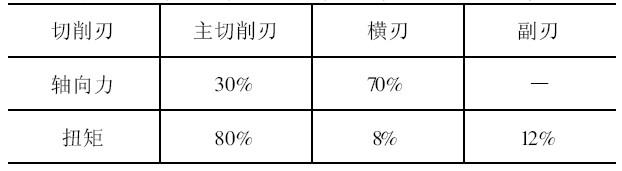
表2 鉆頭切削刃上軸向力和扭矩的分配比例
軸向力Fz 主要分布在鉆頭橫刃和兩條主切削刃上, 在有限元計(jì)算時(shí)根據(jù)靜力等效原則, 將軸向力Fz 等效為分布在橫刃和兩條主切削刃上各節(jié)點(diǎn)的集中載荷。把鉆頭受到的扭矩T 轉(zhuǎn)化為切向力施加于主切削刃、橫刃及副刃上; 兩條主切削刃上的切向力等效為分布在各節(jié)點(diǎn)的集中載荷, 這些集中載荷由鉆芯至邊緣呈線性分布[ 3] ; 由于鉆頭橫刃很短, 假定橫刃上的切向力作用于橫刃兩個(gè)端點(diǎn)處; 副刃上的切向力作用于鉆頭邊緣處。
計(jì)算時(shí)按照鉆削力的分布情況在切削刃上施加相應(yīng)載荷, 其中扭矩是通過在切削刃上施加環(huán)向力實(shí)現(xiàn)。分別改變螺旋槽金剛石鉆頭的鉆芯厚度、刃溝螺旋槽角度、螺旋槽長度, 查看計(jì)算結(jié)果u、v 、w( 分別為鉆頭各節(jié)點(diǎn)沿x、y、z方向的最大位移) , 并按式( 1) [ 2] 將u、v 、w 轉(zhuǎn)化為最大徑向位移R 、角位移及軸向位移z , 分別代表了鉆頭的彎曲剛度、扭轉(zhuǎn)剛度和軸向抗壓剛度。
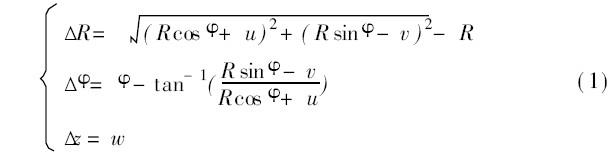
式中, 為鉆頭切削刃上任一節(jié)點(diǎn)的轉(zhuǎn)角, R 為切削刃上任一節(jié)點(diǎn)的半徑。
( 2) 邊界條件
鉆削過程中, 金剛石鉆頭柄部裝夾在機(jī)床主軸的夾具中, 有限元計(jì)算時(shí)對柄部裝夾部分( 長度約為15mm) 約束其所有自由度; 在刀片與刀體之間使用Tie 約束, 使二者直接應(yīng)力應(yīng)變等可以傳遞, 并且二者之間不會有大變形、大位移產(chǎn)生。
3 計(jì)算結(jié)果分析
3. 1 螺旋槽與直槽金剛石鉆頭應(yīng)力及剛度分析
圖4 所示為在相同載荷作用下, 螺旋槽和直槽金剛石鉆頭的等效應(yīng)力云圖。可以看出兩種鉆頭的等效應(yīng)力均產(chǎn)生在橫刃及主切削刃處, 而直槽金剛石鉆頭的等效應(yīng)力較大, 說明在同等條件下直槽金剛石鉆頭更容易因?yàn)槭艿捷^大應(yīng)力而發(fā)生破損。
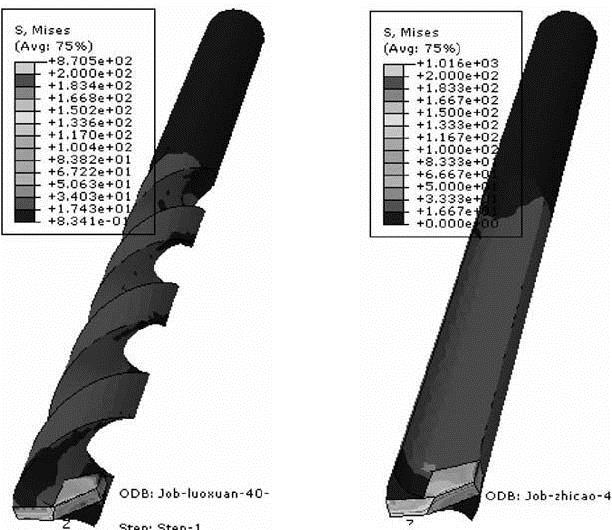
圖4 ?? 螺旋槽與直槽金剛石鉆頭等效應(yīng)力圖
圖5 所示為螺旋槽和直槽金剛石鉆頭的位移云圖, 從圖中數(shù)值可知直槽金剛石鉆頭總位移比螺旋槽的小。且通過x 、y 兩個(gè)方向的位移計(jì)算出兩種鉆頭的角位移分別為1.4o和0.87o, 直槽金剛石鉆頭的扭轉(zhuǎn)角度小, 說明直槽金剛石鉆頭的抗扭剛度比螺旋槽的大。若是加工顆粒增強(qiáng)鋁基復(fù)合材料等這類硬脆性材料, 直槽金剛石鉆頭比螺旋槽金剛石鉆頭更加適宜。
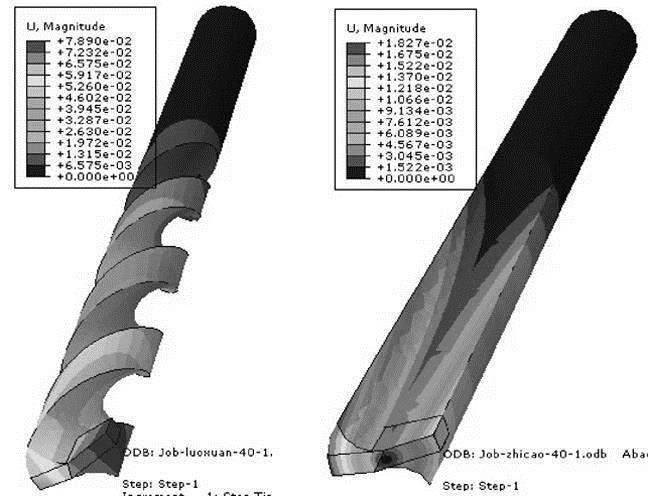
圖5 螺旋槽與直槽金剛石鉆頭位移云圖
3. 2 不同徑向截形的螺旋槽金剛石鉆頭的剛度和強(qiáng)度分析
圖6 是采用Pro/ E 建立的相同鉆芯厚度, 不同徑向截形的兩種金剛石鉆頭模型的端面圖, 建模尺寸為鉆頭直徑D= 4.6mm, 溝槽螺旋角?= 30o, 螺旋槽長度L1= 47mm, 鉆芯厚度d c= 0??87mm, 頂角2= 120o。通過模擬鉆削過程中鉆頭受力情況對兩種截形金剛石鉆頭進(jìn)行分析計(jì)算, 得到其等效應(yīng)力云圖和位移云圖如圖7、圖8 所示。
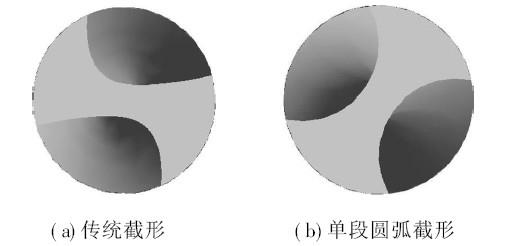
圖6 金剛石鉆頭的兩種徑向截形端面圖
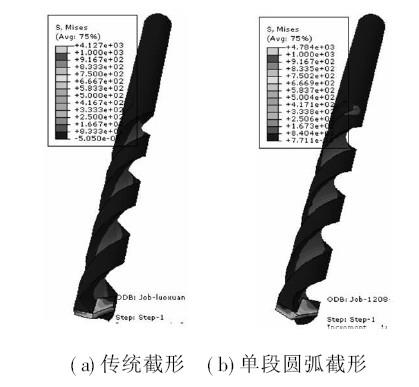
圖7 兩種截形金剛石鉆頭的等效應(yīng)力云圖
從圖中可以看出鉆頭受到的應(yīng)力主要集中在橫刃及主切削刃處, 且橫刃處應(yīng)力最大, 是金剛石鉆頭最容易損壞的部位, 兩種截形金剛石鉆頭的最大等效應(yīng)力比較接近, 其中傳統(tǒng)截形的最大等效應(yīng)力略小于單段圓弧截形。兩種截形金剛石鉆頭的最大位移相差不大, 查看計(jì)算結(jié)果并通過式( 1) 得出其最大徑向位移R 、最大軸向位移z 及最大角位移。如表3 所示。
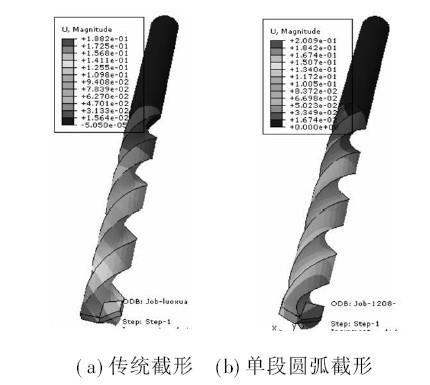
圖8 兩種截形金剛石鉆頭的位移云圖
表3 不同徑向截形所對應(yīng)的最大位移

從表3 可以看出相同載荷作用下, 傳統(tǒng)徑向截形與單段圓弧徑向截形金剛石鉆頭的最大扭轉(zhuǎn)角分別為3.073o和2.867o, 說明單段圓弧截形金剛石鉆頭的抗扭剛度稍好。而二者的最大軸向位移和徑向位移相差并不大, 表明兩種徑向截形金剛石鉆頭的彎曲剛度和軸向抗壓剛度相差不大。傳統(tǒng)截形最大軸向位移略小, 抗壓剛度較好, 這是由于傳統(tǒng)截形鉆頭的有效截面面積較大, 但是有效截面面積越大表明鉆頭的容屑排屑空間越小, 即傳統(tǒng)截形金剛石鉆頭的容屑排屑空間比單段圓弧徑向截形的小。
3. 3 不同結(jié)構(gòu)參數(shù)的螺旋槽金剛石鉆頭剛度分析
(1) 鉆芯厚度對金剛石鉆頭剛度的影響
表4 所列為不同鉆芯厚度所對應(yīng)的鉆頭最大徑向位移R 、最大軸向位移z 及最大角位移值。
表4 不同鉆芯厚度所對應(yīng)的最大位移
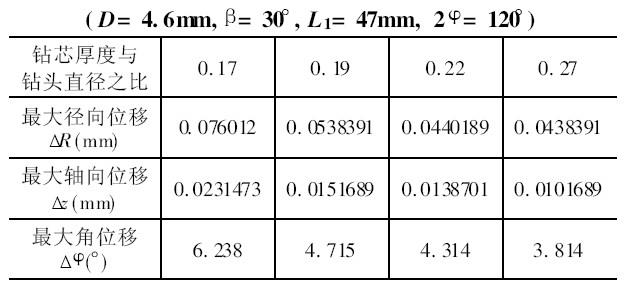
可以看出隨著鉆芯厚度的增加, 金剛石鉆頭的徑向位移、軸向位移和角位移均減小, 說明鉆芯厚度越大, 鉆頭的剛度越好。但是隨著鉆芯厚度的增加,鉆頭的容屑空間減小, 排屑難度增加, 會導(dǎo)致大量切屑堆積在鉆頭排屑槽內(nèi), 加劇鉆頭的磨損, 降低鉆頭的使用壽命和加工質(zhì)量; 另外鉆芯厚度的增加意味著橫刃長度的增加, 將導(dǎo)致橫刃切削條件變差, 特別是金剛石鉆頭, 其PCD 刀片具有硬脆性, 若橫刃過長, 會導(dǎo)致軸向力的增大, 增加了刀片在鉆削中的破損概率, 因此金剛石鉆頭不宜過度增加鉆芯厚度。
(2) 螺旋角對金剛石鉆頭剛度的影響
不同螺旋角所對應(yīng)的最大徑向位移R 、軸向位移z 及角位移如表5 所示。
表5 不同螺旋角所對應(yīng)的最大位移
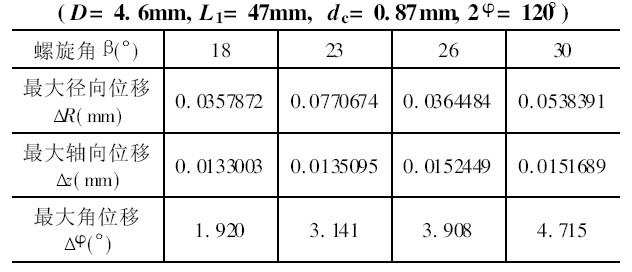
從表5 可以看出, 隨著螺旋角的增大金剛石鉆頭的最大角位移增加, 扭轉(zhuǎn)剛度下降。由于金剛石鉆頭前角為零度, 螺旋角對切削刃并無影響, 大的螺旋角有利于切屑的排出, 可減少因?yàn)榍行挤e存于排屑槽內(nèi)導(dǎo)致鉆頭失效的可能性。而螺旋角過大, 則會增長排屑路程和排屑阻力, 若排屑不順暢, 切屑也會堆積在排屑槽內(nèi), 還會導(dǎo)致散熱條件變差, 金剛石鉆頭的PCD 刀片在高溫下容易石墨化; 另外雖然金剛石刀具在加工中產(chǎn)生的切削力較小, 但是過大的螺旋角度仍然會使金剛石鉆頭的扭轉(zhuǎn)剛度及抗壓強(qiáng)度降低, 因此金剛石鉆頭螺旋角在排屑順暢的情況下可選擇稍大的螺旋角。
(3) 螺旋槽長度對金剛石鉆頭剛度的影響
表6 為不同螺旋槽長度所對應(yīng)的最大徑向位移R、軸向位移z 和角位移值。
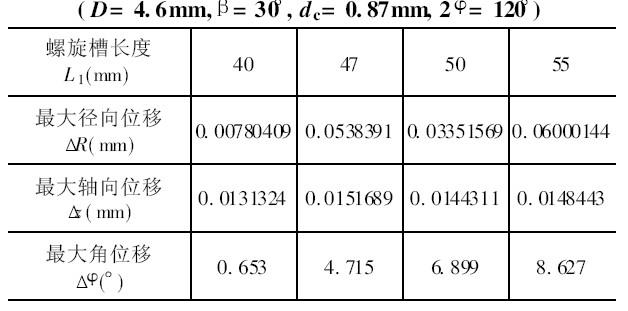
從表6 可以看出, 隨著螺旋槽長度的增加, 鉆頭的最大角位移明顯增大, 即鉆頭螺旋槽長度的增加會導(dǎo)致鉆頭的扭轉(zhuǎn)剛度下降。為增加金剛石鉆頭的扭轉(zhuǎn)剛度, 提高孔的加工質(zhì)量, 應(yīng)該盡可能選擇較短的螺旋槽長度。
4 結(jié)語
(1) 直槽金剛石鉆頭的抗扭剛度比螺旋槽的高,但切削刃及橫刃處的最大等效應(yīng)力也較大; 單段圓弧截形金剛石鉆頭的抗扭剛度比傳統(tǒng)截形的高。但切削刃及橫刃處的最大等效應(yīng)力比傳統(tǒng)截形的略大。
( 2) 加厚鉆芯可以提高鉆頭的抗彎、抗扭及抗壓剛度, 但是加大鉆芯厚度會帶來較大的負(fù)面影響, 特別是金剛石鉆頭不宜使用較厚的鉆芯。
(3) 減小螺旋槽角度和螺旋槽長度可以提高鉆頭的金剛石鉆頭抗扭剛度, 但過小的螺旋角會影響切屑的順利排出, 確定合理的金剛石鉆頭結(jié)構(gòu)參數(shù)
(4) 金剛石鉆頭所受應(yīng)力主要集中在橫刃及主切削刃處, 且橫刃處應(yīng)力最大, 是金剛石鉆頭最容易損壞的部位, 這與實(shí)際加工過程中的情況一致。
參考文獻(xiàn)
[1] 謝大剛, 趙清亮, 袁哲俊, 等. 麻花鉆剛度的有限元分析[J] . 中國機(jī)械工程, 2001( 5) : 154- 156.
[2] 言蘭, 周志雄. 微鉆頭剛度的有限元分析[J] . 工具技術(shù),2006( 4) : 64- 67.
[3] 劉小川, 張平寬. 采用Pro/ E 和ANSYS 的微小鉆頭的剛度分析[J] . 現(xiàn)代制造工程, 2008( 8) : 69- 71.
[4] Chen Wenchou. Applying the finite element rnethod to drill design based on drill deformations[J] . Finite Elements in Analysis and Design, 1997(26) : 57- 81.
[5] 董麗華, 劉大昕. 鉆削力模型的建立及仿真[J] . 機(jī)械工程師, 2003(7) : 27- 30.
[6] 劉志強(qiáng). PCD 刀具的金剛石砂輪機(jī)械刃磨工藝[J] . 工具技術(shù), 2006(9) : 62- 64.第一作者: 許立福, 副教授, 沈陽理工大學(xué)機(jī)械工程學(xué)院, 110159 沈陽市First Author: Xu Lifu, Associate Professor, School of Mechanical Engineering, Shenyang Ligong University, Shenyang 110159, China